














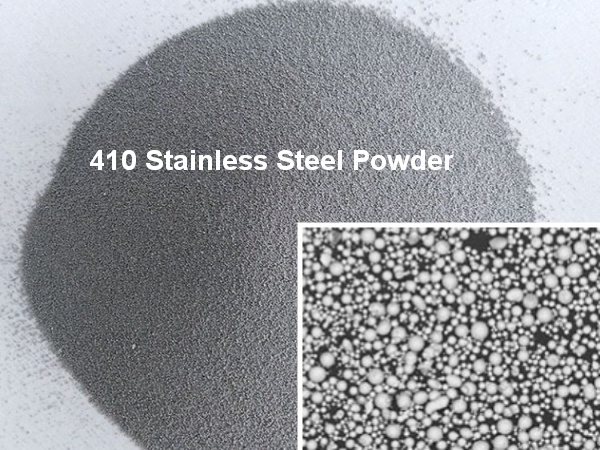
410 Stainless Steel Powder
410 Stainless Steel Powder is a martensitic stainless steel powder specifically designed for applications requiring high strength, hardness, and wear resistance through heat treatment. As one of the most fundamental and widely used martensitic stainless steel grades, 410 powder offers an excellent balance of mechanical properties, moderate corrosion resistance, and cost-effectiveness, making it ideal for additive manufacturing of components that need to withstand wear and mechanical stress in mildly corrosive environments.
Core Characteristics
- Martensitic Structure: Can be hardened through heat treatment (quenching + tempering) to achieve high strength and hardness
- Good Wear Resistance: Excellent resistance to abrasion and mechanical wear after heat treatment
- Moderate Corrosion Resistance: Provides protection against atmospheric corrosion, water vapor, steam, and weak acids/alkalis
- Magnetic Properties: Ferromagnetic in all conditions, suitable for applications requiring magnetic characteristics
- Cost-Effective: Lower cost compared to austenitic stainless steels due to absence of nickel
- Good Machinability: Excellent machinability in annealed condition, suitable for post-processing
Typical Chemical Composition (wt.%)
| Element | Content Range (%) | Function |
|---|---|---|
| Carbon (C) | 0.08 – 0.15 | Provides strength and hardness through martensitic transformation |
| Chromium (Cr) | 11.5 – 13.5 | Forms protective oxide film, provides corrosion resistance |
| Manganese (Mn) | ≤ 1.00 | Austenite stabilizer, improves hot workability |
| Silicon (Si) | ≤ 1.00 | Deoxidizer, enhances strength |
| Phosphorus (P) | ≤ 0.040 | Impurity, requires strict control |
| Sulfur (S) | ≤ 0.030 | Impurity, requires strict control |
| Iron (Fe) | Balance | Base element |
Mechanical Properties (Heat-Treated Condition)
| Property | Typical Value | Standard |
|---|---|---|
| Tensile Strength | 540 – 900 MPa | ASTM A240 |
| Yield Strength | 345 – 700 MPa | ASTM A240 |
| Elongation | 20 – 25% | ASTM A240 |
| Hardness (HRC) | 30 – 45 | ASTM E18 |
| Density | ~7.75 g/cm³ | — |
Heat Treatment Process
410 stainless steel powder requires specific heat treatment to achieve optimal properties:
- Solution Annealing (Optional): 800-900°C followed by slow cooling or 750°C followed by rapid cooling
- Quenching: Heat to 980-1010°C, hold for sufficient time, then quench in oil or air
- Tempering: Reheat to 150-700°C (depending on desired hardness), hold, then air cool
Typical Hardness vs. Tempering Temperature:
- 150°C tempering: HRC 40-45 (high hardness, lower toughness)
- 400°C tempering: HRC 35-40 (balanced properties)
- 600°C tempering: HRC 25-30 (higher toughness, lower hardness)
Major Application Fields
- Cutting Tools & Blades: Knives, surgical blades, scissors, garden tools, industrial cutting edges
- Valve Components: Valve stems, seats, and internal parts for water, steam, and mild chemical service
- Mechanical Parts: Pump shafts, gears, bolts, nuts, bearings, and wear-resistant components
- Automotive Components: Fasteners, shafts, and structural parts requiring strength and wear resistance
- Medical Instruments: Surgical instruments, dental tools, and medical device components
- Industrial Equipment: Nozzles, bushings, and components exposed to mechanical wear
- Architectural Hardware: Door handles, hinges, and decorative elements requiring durability
410 vs 420 vs 304 vs 17-4PH
| Feature | 410 | 420 | 304 | 17-4PH |
|---|---|---|---|---|
| Structure | Martensitic | Martensitic | Austenitic | Precipitation Hardening |
| Carbon | 0.08-0.15% | 0.15-0.40% | ≤0.08% | ≤0.07% |
| Chromium | 11.5-13.5% | 12-14% | 18-20% | 15-17.5% |
| Nickel | None | None | 8-10.5% | 3-5% |
| Max Hardness | HRC 40-45 | HRC 50-55 | HRC 20-25 | HRC 35-45 |
| Corrosion Resistance | Moderate | Moderate | Excellent | Good |
| Weldability | Fair (requires pre/post-heat) | Poor | Excellent | Good |
| Cost | Low | Low | Moderate | High |
| Best For | General wear parts | High wear tools | Corrosion resistance | High strength + corrosion |
Additive Manufacturing Performance Parameters
| Parameter | Typical Value | Description |
|---|---|---|
| Particle Size Distribution | 15-53 μm | Optimized for SLM/DMLS processes |
| Sphericity | ≥95% | Ensures excellent flowability and packing density |
| Apparent Density | ≥3.8 g/cm³ | High powder density for efficient recoating |
| Tap Density | ≥4.2 g/cm³ | High packing efficiency |
| Oxygen Content | ≤0.1% | Low impurity for high-quality parts |
| Flowability | ≤22 s/50g | Excellent for automated powder handling |
Important Considerations for AM
Porosity Control: Dense parts (>99%) essential for optimal mechanical properties
Residual Stress: Martensitic transformation during cooling creates significant residual stresses; stress-relief annealing recommended before final heat treatment
Cracking Risk: High carbon content and rapid cooling can lead to cracking; controlled cooling rates and preheating may be necessary
Post-Processing Required: Parts must undergo heat treatment (quenching + tempering) to achieve final mechanical properties
Support Design: Careful support design needed due to thermal stresses during build
Customization Services by Forgecise
Forgecise provides comprehensive stainless steel powder customization solutions, covering the full range of products from standard grades to customer-specific formulations. We support mainstream grades such as 17-4PH, 15-5PH, 316L, 304L, 420, 440C, 13-8PH, and can adjust composition, particle size distribution, and sphericity according to your application requirements. Whether it’s small-batch samples for R&D (starting from 1kg) or ton-level orders for mass production, we ensure high purity, low oxygen content, and excellent flowability of our powders, meeting the requirements of various processes including SLM, EBM, MIM, and LMD.
