














| AlSi7Mg | ||||||||
|---|---|---|---|---|---|---|---|---|
| Typical Applications | Suitable for manufacturing aerospace structural components, automotive suspension parts, lightweight brackets, and high-toughness engineering parts requiring impact resistance. | |||||||
| Applicable Processes | SLM | |||||||
| Chemical Composition wt.% | Al | Si | Fe | Mn | Mg | O | Zn | Ni |
| Bal. | 6.5-8.5 | ≤0.20 | ≤0.10 | 0.25-0.45 | ≤0.05 | ≤0.05 | ≤0.05 | |
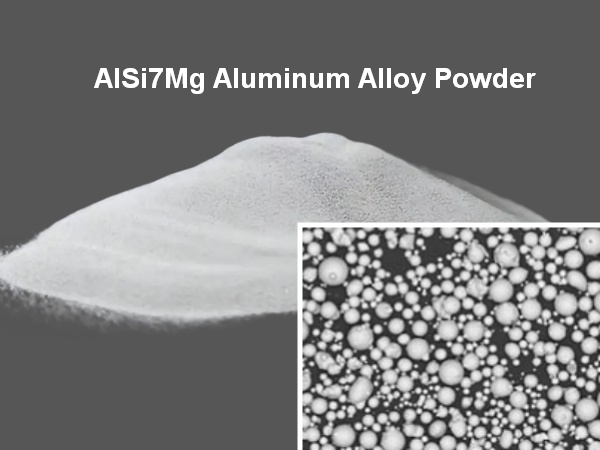
| Physical Properties | Particle Size Range/µm | Sphericity | Apparent Density g/cm³ | Tap Density g/cm³ | ||||
| D10 | D50 | D90 | ||||||
| ≥15 | 30-45 | ≤70 | ≥0.9 | ≥1.35 | ≥ 1.5 | |||
| Mechanical Properties | Status | Tensile Strength /MPa | Yield Strength /MPa | Elongation /% | ||||
| Heat-Treated | ≥350 | ≥280 | ≥12.0 | |||||
2. Comprehensive Technical Description
2.1 Key Advantages of This AlSi10Mg Powder
This high-purity, gas-atomized AlSi10Mg powder exhibits exceptional performance for additive manufacturing (AM), primarily due to its optimized particle morphology and tight compositional control:
- High sphericity (≥0.9) ensures excellent flowability (>95% Hall Flow Rate typical), critical for consistent powder spreading in SLM systems.
- Narrow particle size distribution (D50 = 30–45 µm, D90 ≤70 µm) enables stable melt pool dynamics, minimizing balling, spatter, and porosity—key to achieving dense (>99.8% relative density) parts.
- Low oxygen content (≤0.08 wt.%) reduces oxide inclusion formation during laser melting, improving ductility and fatigue resistance.
- Balanced Si (9–11%) and Mg (0.25–0.45%) provide optimal castability and age-hardenability: Si enhances fluidity and wear resistance; Mg enables precipitation hardening (via Mg₂Si phase formation after T6 heat treatment).
- Mechanical properties post-heat treatment (≥280 MPa UTS, ≥180 MPa YS, ≥10% elongation) rival or exceed those of conventionally cast AlSi10Mg, demonstrating AM’s ability to achieve near-forged performance.
2.2 Fundamentals of AlSi10Mg Alloy: Grade, Core Characteristics, Chemistry & Applications
- Grade Standard: AlSi10Mg corresponds to EN AW-6061-like composition in casting alloys, but is standardized under ISO 3522:2017 (AlSi10Mg) and ASTM for powder. In AM contexts, it aligns with UNS A91000 and AlSi10Mg (powder) per SLM Solutions specifications.
- Core Characteristics:
- Excellent castability and weldability (low hot tearing tendency).
- Good thermal conductivity (~150 W/m·K) and low coefficient of thermal expansion (~21 µm/m·K).
- Age-hardenable via T6 treatment (solution heat treatment at 540°C + quenching + aging at 155°C for 6h), forming coherent β″ (Mg₂Si) precipitates.
- Moderate strength-to-weight ratio, superior to non-heat-treatable alloys like Al12Si.
- Chemical Composition (Per Table):
- Si (9–11%): Primary alloying element—improves fluidity, reduces shrinkage, enhances hardness and wear resistance. Forms eutectic structure with Al (melting point ~577°C), enabling low-temperature processing.
- Mg (0.25–0.45%): Enables precipitation hardening; excess Mg (>0.5%) risks MgO formation and reduced ductility.
- Fe (≤0.55%): Impurity; forms brittle Al₃Fe intermetallics if >0.3%, degrading toughness. Strict control is essential.
- Mn (≤0.45%): Scavenges Fe by forming less harmful Al₆(Fe,Mn), improving ductility.
- O, Zn, Ni (trace): Minimized to avoid porosity (O), hot cracking (Zn), or galvanic corrosion (Ni).
- Primary Application Domains:
- Automotive: Lightweight structural components—engine cylinder heads, intake manifolds, pistons, wheel hubs—where thermal stability and pressure tightness are critical.
- Aerospace: Thin-walled heat exchangers, ducting, brackets, and topology-optimized load-bearing structures requiring high specific strength and stiffness.
- Industrial: Hydraulic manifolds, pump housings, and drone frames demanding rapid prototyping and functional part production.
2.3 Comparison with Other Aluminum Alloy Powders
| Alloy | Si (%) | Mg (%) | Heat Treatable? | UTS (MPa) | Key Limitations | Best For |
|---|---|---|---|---|---|---|
| AlSi10Mg | 9–11 | 0.25–0.45 | Yes (T6) | ≥280 | Slightly lower ductility than AlSi12Cu | High-strength, complex geometry parts |
| AlSi12 | 11–13 | <0.1 | No | ~220–250 | Poor ductility (<5%), not age-hardenable | Non-critical, high-fluidity parts (e.g., housings) |
| AlSi10Mg with Cu (e.g., AlSi10MgCu) | 9–11 | 0.25–0.45 | Yes (higher strength) | ≥320 | Higher crack susceptibility, stricter process control | Ultra-high-strength aerospace components |
| Al7075 (powder) | ~1.2 | 2.1–2.9 | Yes | ≥500+ | Extremely high hot-cracking risk; requires preheating >150°C | Structural aerospace (rare in AM due to difficulty) |
→ AlSi10Mg strikes the best balance: sufficient strength, good processability, and reliability—making it the most widely adopted aluminum alloy in industrial SLM (≈70% market share in metal AM for Al).
2.4 Critical Considerations for Additive Manufacturing
- Preheating: Essential to reduce thermal gradient and residual stress. Typical build plate temp: 120–180°C (for AlSi10Mg). Higher temps (>180°C) may cause excessive grain growth.
- Laser Parameters:
- Laser Power: 200–400 W (fiber laser, 1070 nm)
- Scan Speed: 800–1500 mm/s
- Hatch Spacing: 90–120 µm
- Layer Thickness: 30–50 µm
- Atmosphere Control: Argon with O₂ < 100 ppm; nitrogen is not recommended (forms AlN, embrittling).
- Post-Processing:
- Stress relief (2–4 h at 250°C) before heat treatment.
- T6 treatment: Solutionize 540°C/2h → water quench → age 155°C/6h → achieves peak mechanical properties (as per table).
- Hot Isostatic Pressing (HIP) optional for critical aerospace parts to eliminate micro-porosity.
2.5 Advantages of AM vs. Traditional Manufacturing
- Complex Geometries: Internal cooling channels, lattice structures, and topology-optimized parts impossible via casting/machining.
- Weight Reduction: 30–50% mass savings in optimized designs (e.g., aerospace brackets).
- Rapid Iteration: Prototypes in days vs. weeks for tooling-intensive casting.
- Material Efficiency: >95% powder utilization vs. ~50% in machining billets.
- Part Consolidation: Multi-part assemblies → single printed component.
3. Application-Specific Usage
As explicitly stated in the product specification, this AlSi10Mg powder is engineered for high-performance, safety-critical components where dimensional complexity, thermal management, and mechanical integrity converge. Its suitability for automotive powertrain components—such as engine cylinder heads and intake manifolds—critical for withstanding cyclic thermal and mechanical loads. In aerospace, the powder’s fine particle size distribution (D50 = 30–45 µm) and high sphericity (≥0.9) allow precise fabrication of thin-walled heat exchangers and topology-optimized structural nodes, where wall thicknesses can be reduced to <1 mm without compromising burst pressure or fatigue life. The stringent impurity limits (Fe ≤0.55%, O ≤0.08%) further ensure minimal defect formation during SLM, resulting in parts that meet aerospace material standards when processed under validated parameters.
4. Customization Services by Forgecise
Forgecise provides comprehensive aluminum alloy powder customization solutions, covering the full range of products from standard grades to customer-specific formulations. We support mainstream grades such as AlSi10Mg, AlSi12, AlSi7Mg,AlMgErZr,
AlMnErZr, AlRe, and can adjust composition, particle size distribution, and sphericity according to your application requirements. Whether it’s small-batch samples for R&D (starting from 1kg) or ton-level orders for mass production, we ensure high purity, low oxygen content (≤300 ppm), and excellent flowability of our powders, meeting the requirements of various processes including SLM, MIM, and LMD.
