














| Category | Parameter / Item | Specification / Value |
|---|---|---|
| Typical Applications | – | Suitable for manufacturing rocket engine nozzle liners, integrated circuit heat dissipation substrates, induction coils, vacuum device electrodes, precision cooling channels in molds, etc. |
| Applicable Processes | – | SLM (Selective Laser Melting) |
| Chemical Composition (wt.%) | Cu | Bal. (Balance) |
| Fe | ≤0.005 | |
| S | ≤0.005 | |
| Pb | ≤0.005 | |
| Sb | ≤0.002 | |
| O | ≤0.05 | |
| Other | ≤0.1 | |
| Physical Properties | Particle Size Range (μm) – D10 | ≥10 |
| Particle Size Range (μm) – D50 | 25-35 | |
| Particle Size Range (μm) – D90 | ≤60 | |
| Sphericity | ≥0.9 | |
| Apparent Density (g/cm³) | ≥5.0 | |
| Tap Density (g/cm³) | ≥5.2 | |
| Flowability (s/50g) | ≤22 | |
| Mechanical Properties | Test Temperature | Room Temperature |
| Tensile Strength (MPa) | ≥240 | |
| Yield Strength (MPa) | ≥165 | |
| Elongation (%) | ≥30 |
1. Advantages and Features of This Pure Copper Powder
This pure copper powder designed for SLM (Selective Laser Melting) processes offers the following significant advantages and characteristics:
1.1 Excellent Physical and Mechanical Properties
- High Densification Potential: The powder exhibits high apparent density (≥5.0 g/cm³) and tap density (≥5.2 g/cm³), coupled with good flowability (≤22 s/50g). This facilitates the formation of uniform powder layers during the SLM spreading process, thereby enabling the production of printed parts with high density.
- Superior Mechanical Strength: The formed parts demonstrate exceptionally high tensile strength (≥240 MPa) and yield strength (≥165 MPa) at room temperature, while maintaining good ductility (elongation ≥30%). This indicates that the material is not only “hard” but also “tough,” making it resistant to brittle fracture and suitable for structural components subjected to complex stresses.
1.2 Outstanding Process Adaptability
- Optimized for SLM: The applicable process is explicitly specified as SLM, and the particle size distribution (D50: 25-35 μm) falls within the optimal range for metal 3D printing. This fine and concentrated particle size distribution effectively enhances laser absorption, minimizes lack-of-fusion defects, and improves printing precision.
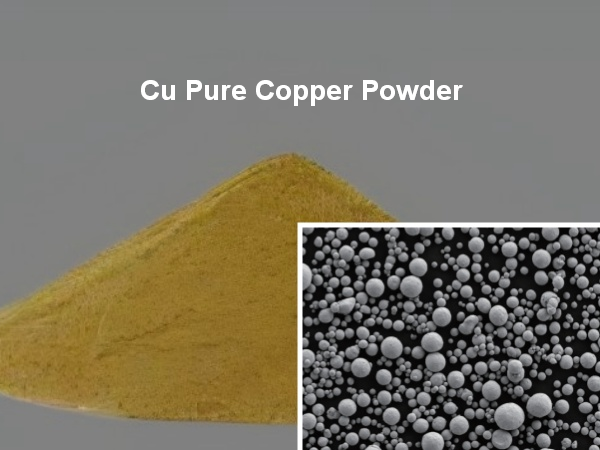
- High Sphericity: With a sphericity of 0.9, the powder particles are nearly perfect spheres. This significantly improves powder flowability and packing density, which are critical indicators for ensuring the stability of the printing process and the surface quality of the final parts.
1.3 Versatility for Extensive Application Scenarios
Complex Structure Fabrication: Compared to traditional subtractive manufacturing, where pure copper is notoriously difficult to machine (due to issues like tool sticking and easy deformation), SLM technology utilizing this powder can effortlessly fabricate complex internal channels and integrated structures that are unattainable through conventional methods.
Extreme Environment Tolerance: Typical applications include rocket engine nozzle liners and vacuum device electrodes, demonstrating the material’s exceptional stability under high-temperature, high-pressure, and vacuum conditions.
Efficient Thermal Management: As a material for integrated circuit heat dissipation substrates and precision cooling channels, it inherits the excellent thermal conductivity of pure copper, effectively addressing the thermal bottlenecks of high-power electronic devices.
2. Cu Powder Material Overview
Cu powder for SLM is a high-purity copper metal powder specifically designed for the Selective Laser Melting (SLM) additive manufacturing process. It inherits pure copper’s excellent electrical conductivity, thermal conductivity, and ductility, making it an ideal material for manufacturing key components such as rocket engine nozzle liners, integrated circuit heat dissipation substrates, induction coils, vacuum device electrodes, and precision cooling channels in molds. Although pure copper faces challenges in the SLM process due to its high reflectivity and high thermal conductivity, high-density and high-performance parts have been successfully manufactured by optimizing powder characteristics and process parameters.
2.1 Chemical Composition Characteristics
The chemical composition of this powder is based on copper (Cu) as the matrix, with the content being the balance (Bal.), and strictly controls impurity elements to ensure final performance. Its typical chemical composition (wt.%) is as follows:
- Iron (Fe): ≤0.005
- Sulfur (S): ≤0.005
- Lead (Pb): ≤0.005
- Antimony (Sb): ≤0.002
- Oxygen (O): ≤0.05
- Other elements: ≤0.1
Low oxygen content is a key indicator because copper oxide reduces electrical and thermal conductivity and can generate pores and spatter during the printing process, affecting forming quality.
2.2 Powder Characteristics
To meet the powder spreading and melting requirements of the SLM process, the powder possesses the following key physical characteristics:
- Particle Size Distribution: D10 ≥10 μm, D50 25-35 μm, D90 ≤60 μm. This fine and concentrated particle size distribution helps improve laser absorption and printing accuracy.
- Sphericity: ≥0.9. High sphericity ensures excellent flowability and packing density, which are fundamental for obtaining uniform powder layers and high-density parts.
- Apparent Density: ≥5.0 g/cm³
- Tap Density: ≥5.2 g/cm³
- Flowability: ≤22 s/50g. Good flowability guarantees the stability and consistency of the automatic powder spreading process.
3. Technical Advantages
- Ultimate Thermal and Electrical Conductivity: The thermal conductivity of the formed part can exceed 442 W/(m·K), far surpassing the traditional theoretical limit of pure copper, making it the gold standard for efficient thermal management applications.
- Excellent Mechanical Properties: At room temperature, tensile strength is ≥240 MPa, yield strength is ≥165 MPa, and elongation is ≥30%, combining high strength with high toughness.
- Complex Structure Manufacturing Capability: The SLM process can easily fabricate complex geometric shapes unattainable by traditional subtractive manufacturing, such as internal conformal cooling channels and topology-optimized structures.
- High Densification Potential: By optimizing powder and processes, a density close to 100% can be achieved, ensuring stable and reliable part performance.
4. SLM Process Parameter Recommendations
Process parameters for Cu powder for SLM need to be finely adjusted according to specific equipment and powder batches. It is generally recommended to use high-power lasers (e.g., above 600W), lower scanning speeds (e.g., around 1000mm/s), and optimized scanning strategies (such as stripe or island scanning) to increase laser energy input and molten pool stability. This helps overcome the high reflectivity issue of copper and obtain dense, defect-free formed parts. Furthermore, using short-wavelength lasers (such as green or blue light) can significantly enhance laser absorption, providing an effective solution to the challenges of pure copper printing.
5. Post-Processing Techniques
After printing, due to the high ductility of pure copper, removing support structures and unfused powder can be challenging, often requiring methods such as vibratory sieving, sandblasting, or chemical cleaning. To further enhance performance, heat treatment (such as annealing) can be performed to relieve internal stresses and improve grain structure, or Hot Isostatic Pressing (HIP) can be used to close internal micropores, thereby increasing density and mechanical properties. For applications requiring extremely high thermal conductivity, subsequent treatments like surface polishing or electroplating can also be considered.
6. Performance Indicators
- Physical Properties:
- Particle Size Distribution: D10 ≥10 μm, D50 25-35 μm, D90 ≤60 μm
- Sphericity: ≥0.9
- Apparent Density: ≥5.0 g/cm³
- Tap Density: ≥5.2 g/cm³
- Flowability: ≤22 s/50g
- Mechanical Properties (Room Temperature):
- Tensile Strength: ≥240 MPa
- Yield Strength: ≥165 MPa
- Elongation: ≥30%
- Functional Properties:
- Thermal Conductivity: Up to 442 W/(m·K) (under specific conditions)
- Electrical Conductivity: Close to or reaching standard pure copper values
7. Comparison with Other Copper Alloy Powders
- vs. CuCrZr (C18150): Pure copper powder offers far superior thermal and electrical conductivity compared to CuCrZr but has lower strength and hardness. CuCrZr achieves high strength through precipitation hardening and is suitable for applications requiring a balance of strength and moderate conductivity, whereas pure copper specializes in ultimate thermal and electrical conductivity.
- vs. Tin Bronze/Brass: These cast copper alloys are easier to process via SLM but have significantly lower thermal and electrical conductivity than pure copper. They are mainly used for decorative or general structural parts with less demanding performance requirements.
8. Precautions When Doing SLM Process
- Equipment Compatibility: Traditional 1064nm infrared lasers have low absorption rates for pure copper. It is recommended to use dedicated SLM equipment equipped with green or blue light lasers.
- Powder Storage: Must be stored in a dry, inert atmosphere (such as argon) to prevent moisture absorption and oxidation.
- Process Debugging: When using for the first time, sufficient exploration of the process parameter window is required to avoid lack of fusion due to insufficient energy or spatter due to excessive energy.
- Safety Precautions: Copper powder is flammable. Strict metal powder safety protocols must be followed during operation, including wearing protective equipment to prevent dust explosion and inhalation risks.
9. Summary
Cu powder for SLM is a high-performance, challenging additive manufacturing material. Its core value lies in enabling the integrated manufacturing of complex pure copper structural parts while maintaining near-perfect thermal and electrical conductivity. Despite facing process challenges such as high reflectivity and high thermal conductivity, high-end components meeting the stringent requirements of aerospace, electronic cooling, and other fields can be consistently produced by selecting high-quality low-oxygen powder, optimizing process parameters, and even adopting new laser sources. With the continuous advancement of materials and processes, its application prospects in the field of additive manufacturing will become even broader.
10. Customization Services by Forgecise
Forgecise delivers comprehensive copper alloy powder customization solutions, spanning the complete spectrum from standard formulations to customer-specific high-performance copper-based alloys. We support mainstream copper alloy grades including CuSn10, CuAl10Fe3, CuNi30, Pure Copper (Cu≥99.9%), and CuCrZr, with the capability to precisely tailor chemical composition, particle size distribution, sphericity, and oxygen content to match your exact application requirements. Our copper alloy powders are optimized for demanding additive manufacturing processes including SLM, DED, BJT, and EBM, ensuring consistent printability, high density, and superior mechanical properties in your final components.
From wear-resistant to high-conductivity for heat exchangers and electrodes, Forgecise provides the material expertise and manufacturing flexibility to meet your unique copper alloy powder needs.
