














| Category | Parameter | Unit | Value / Range |
|---|---|---|---|
| Chemical Composition (wt.%) | Fe (Iron) | wt.% | Bal. (Balance) |
| Ni (Nickel) | wt.% | 0–5 | |
| C (Carbon) | wt.% | 0–1.0 | |
| Mn (Manganese) | wt.% | 0–2 | |
| P (Phosphorus) | wt.% | ≤0.015 | |
| S (Sulfur) | wt.% | ≤0.015 | |
| O (Oxygen) | wt.% | ≤0.08 | |
| N (Nitrogen) | wt.% | ≤0.1 | |
| Physical Properties | Particle Size D10 | μm | ≥15 |
| Particle Size D50 | μm | 30–40 | |
| Particle Size D90 | μm | ≤60 | |
| Sphericity | — | ≥0.9 | |
| Apparent Density | g/cm³ | ≥4.0 | |
| Tap Density | g/cm³ | ≥4.5 | |
| Flowability | s/50g | ≤20 | |
| Mechanical Properties | Condition | Property | Value |
| As-Deposited | Rockwell Hardness | 44–47 HRC | |
| Yield Strength | ≥1150 MPa | ||
| Elongation | ≥13.0% | ||
| Heat-Treated | Rockwell Hardness | 32–34 HRC | |
| Yield Strength | ≥950 MPa | ||
| Elongation | ≥19.0% |
1. Features and Core Advantages of this PW01 Powder
1.1 Scientific Composition Design: Balancing Performance and Cost
- Low Nickel Content (Ni: 0–5%): Significantly lower than traditional maraging steels (e.g., MS1 at 17–19%), substantially reducing raw material costs while maintaining sufficient toughness base;
- Controlled Carbon Content (C: 0–1.0%): Ensures hardness and wear resistance while avoiding brittleness risks associated with high carbon, beneficial for subsequent machining and heat treatment response;
- Ultra-Low Impurity Control: P, S ≤0.015%, O ≤0.08%, N ≤0.1% — ensuring high purity, reducing porosity and cracking tendencies during printing, enhancing density and fatigue performance.
1.2 Excellent Physical Properties: Optimized for SLM Process
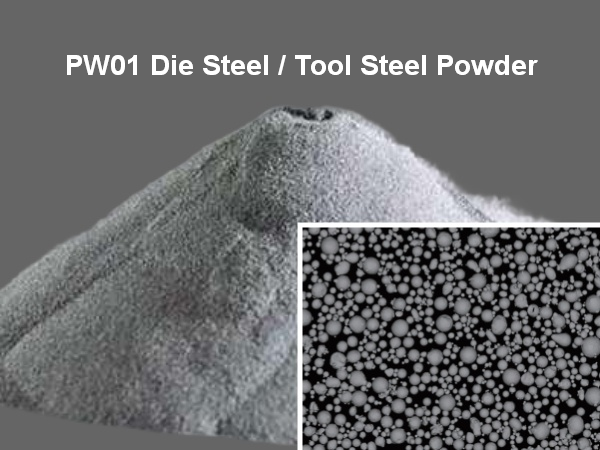
- Rational Particle Size Distribution: D50 = 30–40 μm, D10 ≥15 μm, D90 ≤60 μm — aligns with mainstream SLM equipment recommendations (typically 15–53 μm), ensuring uniform powder spreading and melt pool stability;
- High Sphericity (≥0.9): Near-ideal spherical shape significantly improves flowability (≤20 s/50g) and packing density (apparent ≥4.0 g/cm³, tap ≥4.5 g/cm³), facilitating high-density forming (relative density >99.5% commonly achieved);
- Superior Flowability (≤20 s/50g): Meets requirements for continuous multi-layer printing, reducing process defects such as “powder bed collapse” or “local voids.”
1.3 Outstanding Mechanical Performance: High Strength + High Toughness Synergy
- Practical Strength in As-Built State: Y.S. ≥1150 MPa, HRC 44–47 — parts can be directly used for medium-load applications post-printing, or undergo precision machining (CNC, polishing, tapping);
- Significant Toughness Improvement After Heat Treatment: Hardness reduces to 32–34 HRC, but elongation increases to ≥19.0% (far exceeding most tool steels like MS1 at ~4%), achieving the ideal “strong yet not brittle” match — particularly suitable for die inserts and shaft-type parts subjected to impact, vibration, or complex stresses;
- Maintained High Yield Strength: Remains at ≥950 MPa after heat treatment, superior to most pre-hardened steels (e.g., P20 at ~800 MPa), meeting requirements for high-precision structural components.
1.4 Clear Application Orientation: Covering Mainstream High-End Manufacturing Scenarios
- Applicable to shoe molds, injection molds (especially for mildly corrosive media), extrusion dies (aluminum/plastic profiles), structural parts and shaft-type components — fully consistent with “Typical Applications” in the table;
- Compatible with full SLM workflow: from printing → machining → heat treatment → service, with predictable and controllable performance at each stage, shortening development cycles and enhancing mold life and reliability.
2. Comprehensive Evaluation for PW01 Powder
PW01 is a high-cost-performance additive manufacturing die steel powder oriented toward industrial implementation: rather than pursuing extreme hardness (e.g., MS1 at 54–57 HRC), it achieves an excellent balance among strength (≥1150 MPa), toughness (≥19% elongation), cost (low Ni), and process adaptability (wide-window SLM printing) through composition simplification + process optimization.
For mid-to-high-end mold manufacturers requiring long service life, easy machining, resistance to mild corrosion, and budget sensitivity, PW01 represents an ideal alternative to traditional 18Ni300 or H13, reflecting the advanced level of current domestic high-performance die steel powders.
3. Applications of PW01 Die Steel Powder in Additive Manufacturing
PW01 Die Steel Powder for SLM is a high-performance tool steel powder specifically designed for Selective Laser Melting (SLM) process, with core applications focused on manufacturing high-precision, highly corrosion-resistant, and high-strength industrial molds and critical structural components.
3.1 Injection Molds
- Application Fields: Shoe molds, electronic housings, automotive interior parts, and other products requiring high surface finish.
- Advantages: Excellent corrosion resistance significantly extends mold life and reduces downtime caused by rust-related maintenance.
3.2 Extrusion Dies
- Application Fields: Aluminum profiles, plastic pipes, and other continuous forming processes.
- Advantages: Maintains dimensional stability and excellent surface quality even under high-temperature and high-pressure environments.
3.3 Engineering Structural Components
- Application Fields: Precision parts in aerospace, automotive, energy, and other fields.
- Typical Applications: Hydraulic valve bodies, pump housings, connectors, and other components requiring complex load resistance and strong corrosion resistance.
3.4 Repair and Remanufacturing
- Application Scenarios: Local additive repair of worn or corroded molds.
- Advantages: Effectively restores geometric accuracy and mechanical properties, reducing overall replacement costs.
The customized composition of this material (low nickel, moderate carbon content, strict impurity control) endows it with comprehensive advantages under harsh working conditions, making it an ideal alternative to traditional die steels in corrosive environments, and an important material support for the high-end die manufacturing industry’s development towards “long service life and maintenance-free” operations.
4. What is PW01 Die Steel Powder for SLM?
PW01 Die Steel Powder is a precipitation hardening die steel powder specifically designed for metal 3D printing technologies (such as Selective Laser Melting SLM).
In simple terms, it combines the “high strength” of traditional die steels with “excellent corrosion resistance,” hailed as the “cost-performance king” in the field of 3D printed die steels. Compared to standard 18Ni300 (MS1), it adopts low-nickel design to reduce costs while ensuring excellent comprehensive performance through optimized carbon content and strict control of impurity elements. It is particularly suitable for manufacturing mold products that require balanced strength, toughness, and corrosion resistance.
The following provides a detailed analysis of PW01 Die Steel Powder, including grade comparisons, core specifications, and printing considerations:
4.1 Core Grades and Chemical Composition
PW01 belongs to the precipitation hardening die steel series, with alloy composition optimized to ensure performance while reducing costs.
Grade Equivalents:
- Commercial Grade: PW01
- Material Type: Precipitation Hardening Die Steel
- Domestic Equivalent Grades: 06 Steel / 25CrNi3MoAl Series
- International Comparison: Performance close to PMS, SM2, and other precipitation hardening die steels
Typical Chemical Composition (wt.%):
- Fe (Iron): Bal. (Balance) – Base element
- Ni (Nickel): 0-5% – Provides toughness base, promotes precipitation hardening
- C (Carbon): 0-1.0% – Controls hardness and wear resistance
- Mn (Manganese): 0-2% – Improves hardenability and strength
- P (Phosphorus): ≤0.015% – Strictly controls impurities, avoids brittleness
- S (Sulfur): ≤0.015% – Reduces hot cracking tendency
- O (Oxygen): ≤0.08% – Ensures powder flowability and printing quality
- N (Nitrogen): ≤0.1% – Suppresses pore formation
4.2 Basic Specification Table for PW01 Die Steel Powder
The following are typical physical and mechanical properties of PW01 powder in additive manufacturing (SLM):
| Category | Key Metric | Typical Parameter Range |
|---|---|---|
| Physical Properties | Particle Size Distribution/μm | D10: ≥15, D50: 30-40, D90: ≤60 |
| Sphericity | ≥0.9 | |
| Apparent Density g/cm³ | ≥4.0 | |
| Tap Density g/cm³ | ≥4.5 | |
| Flowability s/50g | ≤20 | |
| Mechanical Properties | Condition | As-built |
| Yield Strength MPa | ≥1150 | |
| Tensile Strength MPa | 1300-1400 | |
| Elongation % | ≥13.0 | |
| Hardness HRC | 44-47 | |
| Heat-treated Condition | 32-34 | |
| Yield Strength MPa | ≥950 | |
| Elongation % | ≥19.0 |
4.3 SLM Printing Considerations and Key Processes
When printing with PW01 powder via SLM, the following points should be noted to obtain dense, defect-free parts:
Excellent Balance of Strength and Toughness: The biggest highlight of PW01 is that it reduces costs through low-nickel design while maintaining high strength and good toughness. After heat treatment, printed parts can reach hardness of 32-34 HRC, with elongation increasing to over 19.0%, particularly suitable for applications requiring impact load resistance.
Heat Treatment Process: Similar to 18Ni300, PW01 is relatively soft in as-built state (44-47 HRC), making it easy to perform CNC finishing, tapping, or polishing. After machining, aging heat treatment is required (typically holding at 500-550°C for several hours), significantly improving toughness and comprehensive performance through precipitation of intermetallic compounds.
Process Window: Research shows that PW01 has a relatively wide process window in SLM printing. For example, parameters such as laser power of 300W and scanning speed of 950 mm/s can obtain high-quality parts with relative density exceeding 99.5% and extremely low porosity.
Conformal Cooling Channels: PW01 is also suitable for manufacturing mold inserts with complex internal conformal cooling channels. Thanks to its good thermal conductivity and corrosion resistance, it can significantly shorten injection molding cycles and prevent channels from rusting or clogging due to prolonged contact with cooling water.
Recommended Printing Parameters:
- Layer Thickness: Typically set to 30μm or 40μm
- Minimum Wall Thickness: Recommended to design above 0.3mm-0.5mm to ensure printing success and structural integrity
Summary:
If you need to manufacture molds that require both high strength and good toughness (such as processing engineering plastics, automotive components, or products requiring impact load resistance), or if parts need to operate under complex working conditions, PW01 Die Steel Powder is currently one of the most cost-effective premium choices in the metal 3D printing field.
5. Does PW01 Die Steel Powder Have Similar Materials?
Materials similar to PW01 Die Steel Powder mainly include 18Ni300 (MS1), H13, and P20. These materials all belong to the category of tool steels or high-strength structural steels, but each has its own focus regarding corrosion resistance, strength, toughness, and heat treatment processes. Below is a comparison of their core parameters against PW01 powder:
| Category | Key Metric | PW01 Die Steel Powder | MS1 (18Ni300) | H13 (Hot Work Tool Steel) | P20 (Pre-hardened Tool Steel) |
|---|---|---|---|---|---|
| Material Type | Matrix & Characteristics | Precipitation Hardening Die Steel | Maraging Steel | Chromium-Molybdenum Hot Work Tool Steel | Pre-hardened Plastic Mold Steel |
| Core Advantage | Main Features | High Strength + High Toughness + Cost Advantage | Ultra-high Strength + High Toughness | High Thermal Stability + Thermal Fatigue Resistance | Good Machinability + Pre-hardened State |
| Chemical Composition(wt.%) | Ni (Nickel) | 0-5 | 17-19 | 0.30-0.60 | 0.8-1.2 |
| C (Carbon) | 0-1.0 | ≤0.03 | 0.32-0.45 | 0.28-0.40 | |
| Cr (Chromium) | – | ≤0.30 | 4.75-5.50 | 1.40-2.00 | |
| Mo (Molybdenum) | – | 4.5-5.2 | 1.10-1.75 | 0.30-0.55 | |
| Mechanical Properties(Heat-treated) | Hardness(HRC) | 32-34 | 54-57 | 50-54 | 28-32 |
| Yield Strength(MPa) | ≥950 | ≥1900 | ≥1300 | ≥800 | |
| Elongation(%) | ≥19.0 | ≥4.0 | ≥10.0 | ≥15.0 | |
| Physical Properties | Density(g/cm³) | ~7.8 | ~8.1 | ~7.8 | ~7.8 |
| Powder Sphericity | ≥90% | ≥90% | ≥90% | ≥90% | |
| Typical Applications | Use Cases | Injection Molds, Structural Parts, Shaft-type Parts | High-strength Structural Parts, Conformal Cooling Molds | Die Casting Molds, Hot Forging Molds | Plastic Molds, Pre-hardened State Use |
5.1 Summary and Recommendations
Pursuing Ultimate Strength and Toughness: Choose MS1 (18Ni300). It is currently the benchmark for strength and toughness in 3D printed tool steels, but costs are higher, and corrosion resistance is relatively poor, making it unsuitable for humid or corrosive environments.
Pursuing Balance of Strength, Toughness, and Cost: Choose PW01 Die Steel Powder. Through low-nickel design, costs are significantly reduced while maintaining sufficient strength and excellent toughness, making it an ideal choice to replace traditional high-cost die steels.
Pursuing Thermal Stability and Thermal Fatigue Resistance: Choose H13. Specifically designed for high-temperature applications, such as die casting and hot forging molds, but its strength and toughness are inferior to PW01 and MS1.
Pursuing Good Machinability and Pre-hardened State: Choose P20. Can be used in pre-hardened state with excellent machining performance, but strength and hardness are relatively lower, suitable for mold applications with lower strength requirements.
Summary: PW01 Die Steel Powder occupies an important position in the field of 3D printed die steels with its unique low-nickel design, excellent comprehensive performance, and significant cost advantages, particularly suitable for mid-to-high-end die manufacturing applications requiring balanced performance and economics. PW01 die steel powder is a high-performance tool steel powder specifically designed for selective laser melting (SLM) processes, offering an excellent cost-effective alternative to traditional 18Ni300 and H13 tool steels. This low nickel steel powder features a precipitation hardening steel composition that delivers exceptional mechanical properties, combining high strength steel powder characteristics with remarkable toughness as a high toughness steel powder. Ideal for metal 3D printing powder applications, this SLM powder excels in producing injection mold powder components, extrusion die powder parts, structural parts powder elements, and shaft components powder assemblies. As a versatile additive manufacturing powder, this mold steel powder provides superior processability and reliability for demanding industrial applications requiring precision and durability.
6. Customization Services by Forgecise
Forgecise provides comprehensive die steel powder customization solutions, covering the full range of products from standard maraging grades to customer-specific high-performance formulations. We support mainstream die steel grades such as MS1 (18Ni300/1.2709), CX, H13, and 42CrMo4, and can precisely adjust composition, particle size distribution, and sphericity according to your specific application requirements. Whether it is small-batch samples for R&D (starting from 1kg) or ton-level orders for mass production, we ensure high purity, low oxygen content, and excellent flowability of our powders, meeting the rigorous requirements of various additive manufacturing processes including SLM, DED, and BJT.
