














By Felix | CEO, Forgecise
Published: May 12, 2026
Author’s Note: At Forgecise, we handle the export and deployment of industrial-grade metal, plastic, and ceramic 3D printers. Daily, I see companies struggle to move past basic prototyping. By 2026, resin-based 3D printing has matured into a strict operational stack requiring secure data and credible post-processing. Here is exactly how the technology operates and how facilities deploy it at scale today.
Quick Answer:
How does a resin printer work? A resin 3D printer relies on vat photopolymerization. A specific light source (laser, projector, or LCD) directs UV light (usually 385 nm to 405 nm) into liquid photopolymer resin. This light triggers photoinitiators to create free radicals, which link monomers together, curing the liquid into solid thermoset plastic layer by layer.
The Physics and Chemistry: Resin Printing at the Molecular Level
Fundamentally, a resin 3D printer operates through vat photopolymerization.
The liquid resin in the tank is not a basic plastic. It is a highly tuned mixture of acrylate or methacrylate monomers, oligomers, photoinitiators, and functional additives. When you start a print, the machine’s light source hits the resin. The photoinitiators absorb this UV energy and produce free radicals. These radicals attack the double bonds of the monomers, cross-linking them into long molecular chains.
This reaction creates a thermoset plastic. Unlike the thermoplastics you find in Fused Deposition Modeling (FDM), thermoset parts do not melt if you reheat them. They hold their shape right up to their structural degradation temperature.
The Isotropic Advantage
For B2B engineering, isotropic strength is the main goal. Thermal bonding in FDM printing leaves parts mechanically weaker along the Z-axis. Resin printing behaves differently. The layers form chemical covalent bonds during printing and post-curing. This gives the final part uniform strength in every direction—a strict requirement for aerospace or automotive components that handle multi-directional stress.
Wavelength Dynamics and Energy Delivery
Industrial systems in 2026, like the HeyGears Reflex, mostly use 385 nm light sources. Hobbyist machines still rely on 405 nm. The deeper 385 nm UV spectrum interacts better with complex industrial photoinitiators. You get faster curing, crystal-clear transparent parts, and the power to print resins loaded with heavy ceramic or metallic particles.
The physics behind this energy transfer relies on the Planck-Einstein relation:
$$E = h\nu = \frac{hc}{\lambda}$$
Here, $E$ is photon energy, $h$ is Planck’s constant, $c$ is the speed of light, and $\lambda$ is the wavelength. The 385 nm wavelength delivers the higher energy required for rapid, total polymerization.
Taxonomy of Resin Technologies: SLA, DLP, and MSLA
The chemistry stays the same, but how the machine delivers light changes everything.
- SLA (Stereolithography) & LFS: Modern B2B SLA printers use an inverted, “bottom-up” laser system. Formlabs changed the hardware landscape by introducing Low Force Stereolithography (LFS). LFS uses a flexible resin tank. Instead of violently pulling the print off the film, it gently peels the cured layer away. This drops mechanical stress, allowing engineers to print delicate geometries with minimal supports.
- DLP (Digital Light Processing): DLP swaps the laser for a digital projector built around a Digital Micromirror Device (DMD) chip. It flashes entire layers at once. Industrial DLP machines, like the Stratasys P3™, control light intensity perfectly across the whole build plate. Regulated industries like medical and aerospace demand this uniformity.
- MSLA (Masked Stereolithography): MSLA uses UV LEDs firing through a high-resolution LCD mask. The 2026 hardware generation hits 14K and 16K resolutions, shrinking pixels down to just 15 microns. Small-to-medium businesses now run massive MSLA print farms to match the throughput of legacy industrial machines at a fraction of the cost.
2026 Hardware Innovations
Hardware upgrades now prevent the classic errors that used to plague resin printing.
- Tilt-Vat Mechanics: Suction forces ruin large prints. Systems like the Elegoo Saturn 4 Ultra and Jupiter 2 tilt the resin tank during layer transitions. This physically breaks the vacuum seal. AI-assisted motors also adjust peeling speeds in real-time based on the cross-section of the part.
- Active Thermal Control: Thick engineering resins fail at room temperature. Professional machines now integrate internal heaters to keep the resin between 35°C and 40°C. Warm resin flows faster and cures more reliably.
- Intelligent Sensing: Factories aiming for “lights-out” production rely on load cells for automatic leveling. The machines auto-dispense resin from bulk reservoirs. AI cameras watch the build plate, pausing the job instantly if they detect cured debris that might crack the LCD screen.
B2B Material Science: Engineering Resins
The actual printer matters less today than the liquid you pour into it.
- Engineering Tough/Durable: Built for structural brackets and housings. These offer high Izod notched impact resistance and 40%+ elongation at break.
- High-Temperature: Designed for low-volume injection molds and automotive engine bays. Heat Deflection Temperatures (HDT) exceed 200°C.
- Biocompatible: Certified Class I and Class IIa for medical use. Labs use them for surgical guides after rigorous cytotoxicity testing.
- Castable Wax: Zero ash content after burnout. Aerospace engineers use these for turbine patterns; jewelers use them for fine casting.
- Flame Retardant: These meet UL 94 V-0 safety ratings for train electronics and airplane cabin interiors.
Modern UV stabilizers give these parts serious longevity. A standard engineering resin printed today holds a functional lifespan of 10 to 15 years indoors, and 7 to 12 years outdoors.
The Professional B2B Workflow
A professional operation requires strict post-processing to guarantee material strength.
- Digital Preparation: Engineers load CAD files into PreForm, Lychee Pro, or Chitubox Pro. AI “Smart Orientation” features calculate the exact angle to prevent trapped resin and minimize peel forces.
- Printing: Facilities send files over secure, local networks to maintain traceability for flight-certified batches.
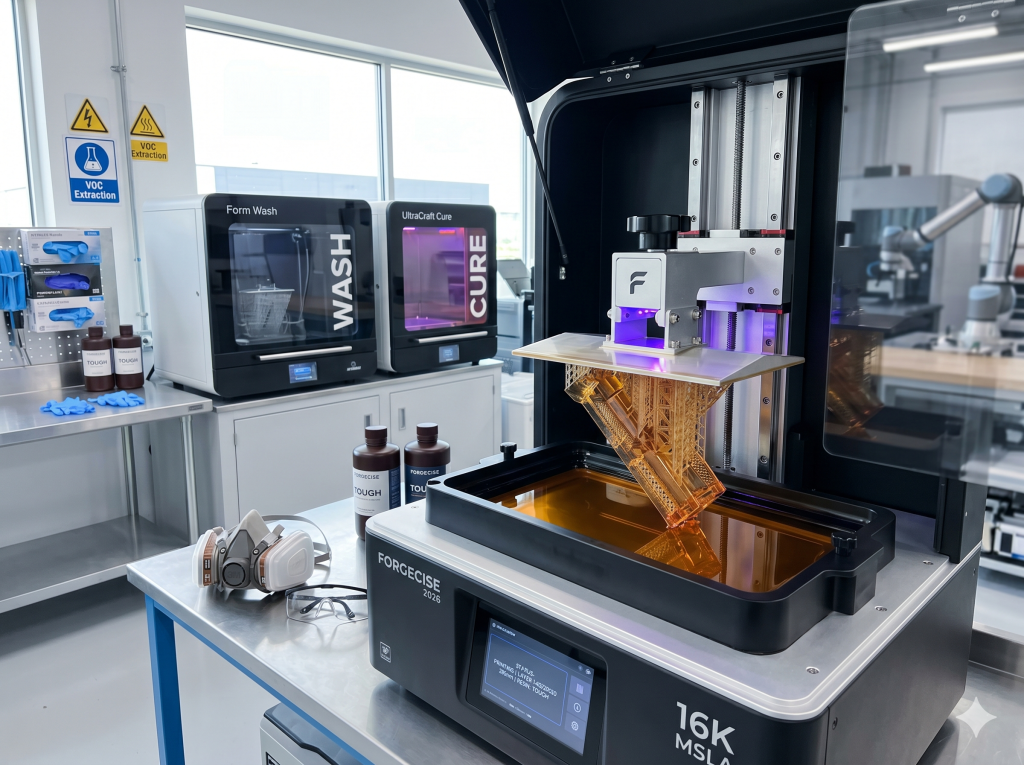
- Washing: Operators move parts into automated wash stations like the Form Wash or HeyGears UltraCraft Wash. Large labs in 2026 prefer TPM (Tripropylene Glycol Monomethyl Ether) over IPA. TPM has a higher flash point and evaporates slower, making it safer at scale.
- Post-Curing: A fresh print only has about 60-70% of its final mechanical strength. Parts must sit in a controlled UV and heat chamber to finish the cross-linking process and hit their rated HDT.
- Quality Assurance: Inspectors measure critical components using 3D scanners or CMMs to verify tolerances down to ±25 microns.
We see this scaling up heavily. A recent LinkedIn post by Dimitar Hristakiev demonstrated an automated cell where collaborative robots handled Formlabs Form 4L printers. The robots washed, cured, and sorted parts without human input, hitting a daily throughput of 728 complete dental sets.
Operational Safety and Workplace Compliance
Liquid resin and cleaning solvents release Volatile Organic Compounds (VOCs) and ultra-fine particles. Odor means nothing; the most dangerous chemicals in this process have no smell.
- Ventilation: Professional spaces maintain 4 to 10 air changes per hour (ACH). Facilities connect Local Exhaust Ventilation (LEV) hoods directly to the outside. Standard carbon filters saturate far too fast for industrial use.
- Sensitization Management: Skin contact with uncured resin causes permanent allergic reactions over time. Operators must wear nitrile gloves thicker than 0.15 mm. Safety glasses and NIOSH-approved organic vapor respirators (like 3M 6001 cartridges) are strict requirements for compliance.
Case Studies: The Digital Thread
- Digital Orthodontics: At the AAO 2026 Annual Session, Graphy displayed Shape Memory Aligners (SMA). These aligners use body heat to adjust force on the teeth. Combined with DentalMonitoring AI and bulk-curing portals like the Tera Harz Wide Cure, dental labs report a 3.7x productivity jump.
- Aerospace: Sourcing managers print internal cooling channels for turbine components that CNC machines physically cannot cut. RapidDirect notes this cuts lead times by 30% compared to traditional metal casting.
- Automotive: BMW hit its one-millionth printed part milestone years ago with the i8 Roadster. Today, automakers print complex, organic shapes for custom interior trims and performance air intakes.
Total Cost of Ownership (TCO)
In the B2B sector, operational costs easily outpace the initial machine purchase. You measure a printer’s lifespan in active exposure hours, not years.
| Component | Lifespan | Replacement Trigger |
| LCD Screen (MSLA) | 2,000 – 3,000 hours | UV degradation or dead pixels. |
| FEP / PFA Film | 20 – 40 prints | Cloudy, punctured, or stretched material. |
| Optical System (SLA) | 10,000+ hours | Routine semi-annual cleaning of galvo mirrors. |
| Motion System | Monthly | Needs high-grade lithium grease on linear rails. |
| Resin Tank | 3 – 6 months | Frame warping from heavy chemical exposure. |
A true TCO model calculates hardware depreciation over 3 to 5 years, facility power, hazardous waste disposal, and labor. Consumables (resin, TPM, gloves, films) often make up 60% of the total cost per part.
Future Outlook: 2026-2033
The global 3D printing market sits above $19 billion in 2026. The shift toward mass customization defines the current hardware cycle.
- AI Integration: Platforms like MadeInAdd act as the brain of the factory. The AI (often called the “Maddie” effect) selects the best material from 50+ options and predicts failure points before a single drop of resin cures.
- Decentralized Production: Logistics companies like UPS operate local on-demand manufacturing hubs. A business sends a file, and a local hub prints and delivers the resin part within hours for Just-In-Time (JIT) assembly.
- Direct-to-Final-Part: The industry rarely uses the word “prototyping” anymore. Resin printing will dominate massive consumer electronics and medical device production blocks by 2030.
FAQ: Frequently Asked Questions
1. Are resin parts as strong as injection molded parts?
Short Answer: Yes, they match injection-molded strength when using engineering-grade materials, though molding remains cheaper for massive runs.
Detailed Answer: For parts that need isotropic strength (uniformity in X/Y/Z), resin beats FDM entirely. High-performance engineering resins match thermoplastic properties perfectly. However, if you need to produce 10,000+ units, traditional injection molding keeps per-unit costs lower and allows you to use cheap commodity plastics.
2. Is 16K resolution necessary for industrial prototyping?
Short Answer: It is mandatory for micro-manufacturing, but visually unnecessary for large structural parts.
Detailed Answer: 16K screens build microfluidics, hearing aids, and tiny electronic housings where tolerances sit in the single microns. If you are printing a 6-inch structural bracket, you cannot tell the difference between 8K and 16K after post-processing. In fact, smaller pixels let less light through, sometimes extending your layer exposure times.
3. How do you manage the mess in a shared office?
Short Answer: Never print in a shared office without a dedicated, sealed ventilation setup.
Detailed Answer: The standard approach for small teams without a lab is the “Grow Tent” method. You place the printer and wash station inside a sealed, light-blocking tent hooked up to an extraction fan that vents fumes straight out the window. This controls VOCs and catches accidental spills.
4. Should businesses use open-source slicers or manufacturer-locked software?
Short Answer: B2B operations prefer locked software for pure reliability, while service bureaus use open slicers for fleet flexibility.
Detailed Answer: Mission-critical printing relies on validated software like PreForm or HeyGears Studio because engineers tune those profiles strictly for specific resin-to-hardware combinations. Service bureaus running 50 different machines prefer Lychee or OrcaSlicer so they can dial in custom exposure settings to save resin across their fleet.
5. Is 3D printing resin recyclable?
Short Answer: Liquid resin is hazardous waste, and cured resin is a non-recyclable thermoset plastic.Detailed Answer: You cannot pour liquid resin down the drain or recycle it normally. While the market sees more bio-based and water-washable options to cut down on solvent use, a fully cured part is a thermoset. It will not melt down like PET or HDPE bottles. Material labs are currently researching “reworkable” resin bonds, but real recycling solutions likely will not hit the market until closer to 2030.