















Release Date: 2026-04-03
Paul Li
CTO | Author18 years experience in the R&D of 3D printing equipment and additive manufacturing processes, empowering the efficient intelligent manufacturing of complex parts.
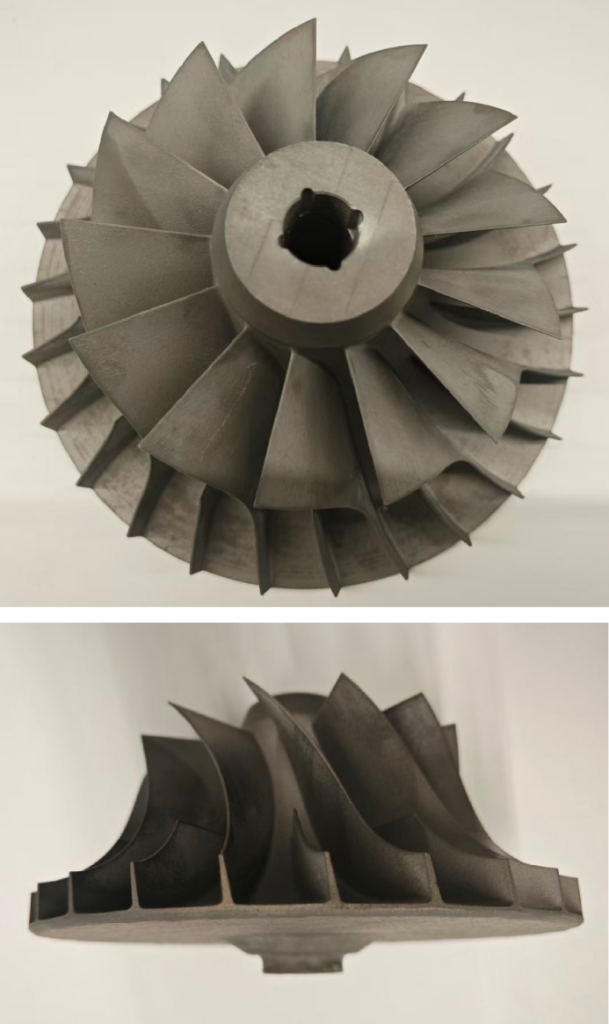
In the realm of high-end manufacturing, transforming a complex, topology-optimized design into a physical reality is the ultimate test of a manufacturing process. Forgecise provides an excellent case study, demonstrating how to overcome numerous challenges using Selective Laser Melting (SLM) technology to successfully produce a lightweight, high-strength, monolithic centrifugal impeller.
Design Objectives and Core Challenges
The design goals for this impeller were extremely stringent:
- Lightweighting: Achieve a 17.14% weight reduction through topological optimization.
- High Reliability: Ensure zero plastic deformation at 115% of the working speed (approximately 66,700 r/min), with a room-temperature burst speed far exceeding 71,000 r/min.
- Complex Structure: The internal cavities designed for weight reduction pose significant challenges for both manufacturing and post-processing, especially regarding the removal of trapped metal powder.
Material and Equipment Selection
- Material: The aerospace industry’s star material, TC4 titanium alloy (Ti-6Al-4V), was selected. Its high specific strength, excellent corrosion resistance, and good SLM formability make it an ideal choice for meeting the performance requirements of high-speed rotating components.
- Equipment: An dual-laser SLM machine was employed. Its 300x300x400mm build volume, 500W fiber lasers, and a strictly controlled inert gas environment (oxygen content <1000 ppm) provided the hardware foundation for high-quality fabrication.
Key Technical Innovations
The brilliance of this report lies in its series of ingenious strategies tailored to the characteristics of additive manufacturing:
A. Zoned Parameter Scanning Strategy
This is the core to ensuring overall quality. Instead of a “one-size-fits-all” approach, the engineers customized three sets of process parameters based on the functional needs of different regions of the part:
- Solid Zone (main load-bearing structure): High energy density parameters (325W, 1250mm/s) were used to ensure a density >99.5%, meeting strength requirements.
- Surface Zone (determines precision and aerodynamic performance): Fine parameters were applied separately to the contour, top surface, and bottom surface. In particular, for the bottom surface, which overhangs the powder bed, low energy input (120W, 1250mm/s) was used to avoid powder adhesion and spatter, ensuring surface quality.
- Support Zone (to be removed later): Solid supports used higher energy to guarantee rigidity; lattice supports used low energy to create a loose structure, making them quick and clean to remove.
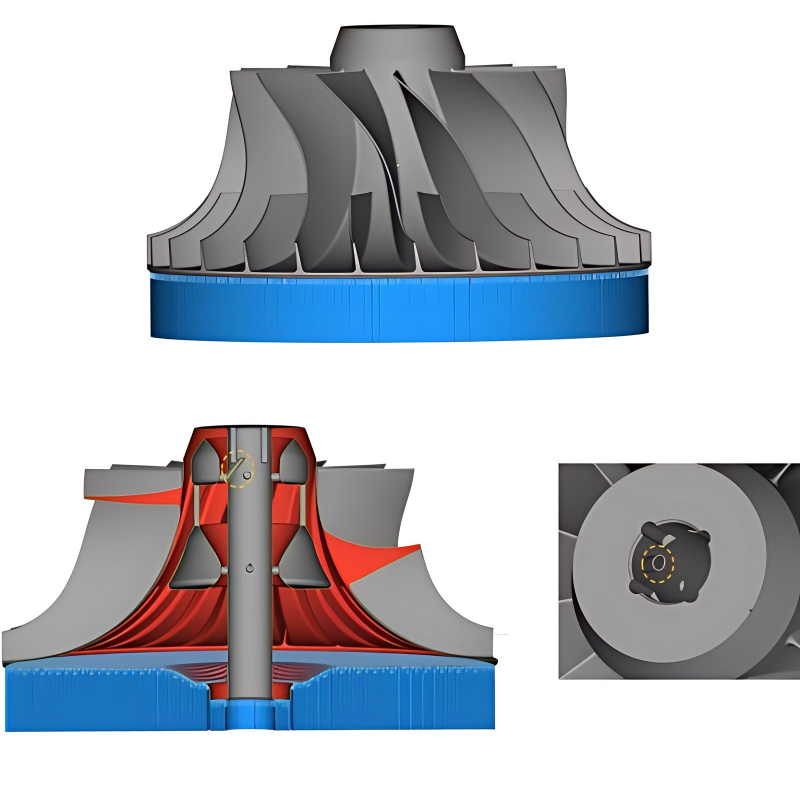
B. Hybrid Support and Integrated Powder Removal Hole Design
- Hybrid Support: For the impeller base, an innovative combination of contour support + conical support + lattice support was used. This combination ensured stability during forming, prevented warping, and greatly simplified post-processing. The report states that support removal took only 30 minutes.
- Integrated Powder Removal Holes: Eight horizontal and four vertical powder removal holes were embedded during the design phase. The location, size (2.0-2.5mm), and surrounding wall thickness of these holes were meticulously calculated and verified by finite element analysis. This ensured structural integrity while achieving a near 100% powder removal rate, completely solving the industry-wide pain point of internal powder residue.
C. Support-Free Self-Forming Design
By applying a overhang angle constraint (≤45°) to the topological optimization, all internal wall angles of the cavity were made greater than the self-forming critical angle of the SLM process. This eliminated the need for any internal supports, further simplifying the manufacturing and post-processing workflow.
Manufacturing and Post-Processing Workflow
The entire process was rigorous and controllable:
- Model Orientation: The impeller was oriented vertically, with the blade axis aligned with the build direction to optimize surface quality and support requirements.
- Printing Process: The part was printed continuously for 38 hours in a strictly controlled argon atmosphere.
- Post-Processing: This included natural cooling, compressed air powder removal, vacuum stress-relief annealing at 600°C, wire-cutting from the baseplate, manual support removal, X-ray non-destructive testing, and finally, sandblasting to improve the surface finish.
Quality Verification and Cost Analysis
- Mechanical Properties: Tensile specimens printed alongside the impeller showed yield strengths (881-925 MPa), tensile strengths (980-994 MPa), and elongation (13-16.8%) that far exceeded the TC4 material standard in both transverse and longitudinal directions, providing ample safety margin.
- Internal Quality: X-ray inspection confirmed the absence of cracks, lack-of-fusion, or other defects, verifying a dense and reliable internal structure.
- Dimensions and Weight: The as-printed dimensions were slightly out of tolerance, and the weight was about 5.9% higher than the theoretical value. However, this was primarily due to machining allowances for subsequent finishing, and the final part would still meet the design weight reduction target.
- Cost: The total cost was 5,400 RMB, with material costs accounting for only 12%, significantly lower than traditional forging processes. This highlights the substantial advantage of additive manufacturing in utilizing expensive materials efficiently.
Conclusion
The successful production of this centrifugal impeller is more than just the creation of a single part; it is a perfect embodiment of the “design-for-manufacturing” integration philosophy. By deeply coupling the design concepts of topological optimization with the characteristics of SLM technology, and supplementing it with innovative processes like zoned parameters, hybrid supports, and integrated powder removal, the project team systematically solved the key challenges faced in additively manufacturing complex, lightweight components. This report provides a complete, replicable, and traceable technical blueprint for the future engineering application of high-performance, complex structural parts.
About Forgecise
Forgecise is an innovator in additive manufacturing, focusing on high-performance metal 3D printing equipment, materials, and software solutions for industrial manufacturing.